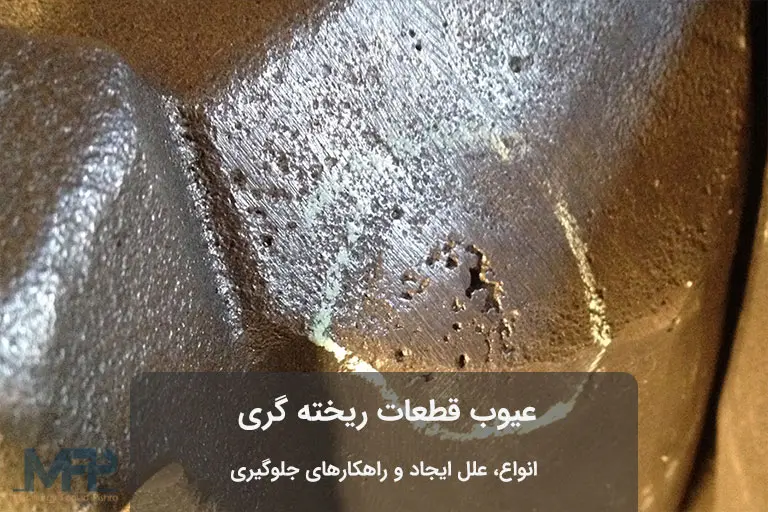
عیوب قطعات ریخته گری یکی از چالشهای اصلی در تولید فلزات و قطعات صنعتی است. این عیوب میتوانند کیفیت، استحکام و ظاهر قطعه را کاهش داده، هزینه تولید و زمان تحویل را افزایش دهند و در مواردی باعث اسقاط کامل قطعه شوند.
عیوب قطعات ریخته گری بسته به جنس فلز، نوع قالب، شرایط بارریزی، طراحی سیستم راهگاهی و عوامل متالورژیکی متفاوت هستند و شناخت آنها برای مهندسان، تولیدکنندگان و بازرسین کنترل کیفیت ضروری است.
در این مقاله، انواع عیوب قطعات ریختهگری، علل بروز آنها و روشهای مهندسی پیشگیری بهصورت جامع بررسی شدهاند. همچنین نکات کاربردی برای کاهش ضایعات، افزایش کیفیت و بهبود عملکرد قطعات ارائه میشود.
فهرست مطالب
عیوب قطعات ریخته گری چیست؟
عیوب قطعات ریخته گری شامل ترک، حفره، تخلخل، جمعشدگی، حفرههای گازی و ناپیوستگیهای سطحی است. این عیوب کیفیت، خواص مکانیکی و قابلیت استفاده قطعه را کاهش میدهند و ممکن است نیازمند تعمیر، ماشینکاری اضافی یا اسقاط کامل شوند.
تعریف عیوب ریخته گری
هر نقص، ناهنجاری یا انحراف غیرمنتظره در ظاهر، ساختار یا عملکرد قطعه تولیدی که باعث افت کیفیت، کاهش خواص مکانیکی یا محدودیت استفاده شود. برخی عیوب قابل قبول هستند، اما بسیاری نیازمند اصلاح یا پیشگیری مهندسی هستند.
انواع عیوب ریخته گری عبارتند از:
- سطحی: مانند پلیسه و سردجوش
- درونی: مانند حفرههای گازی و جمعشدگی
- ساختاری: مانند ترک گرم
بررسی علل ایجاد هر نوع عیب و اجرای روشهای مهندسی پیشگیرانه میتواند میزان ضایعات و هزینه تولید را بهطور چشمگیری کاهش دهد.
دستهبندی عیوب قطعات ریخته گری
بر اساس استانداردهای صنعتی، عیوب ریخته گری به ۶ دسته اصلی تقسیم میشوند:
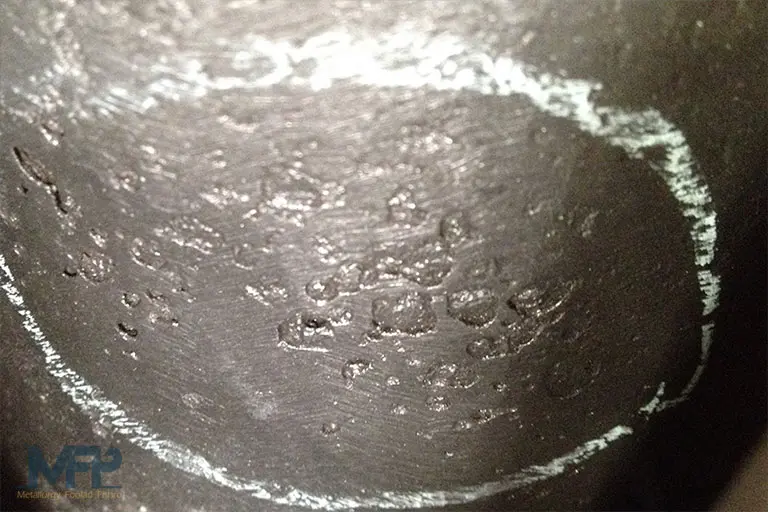
- ۱. تخلخل و مک گاز (Gas Porosity)
- ۲. نقصهای انقباضی (Shrinkage Defects)
- ۳. نقص مواد قالب (Mold Material Defects)
- ۴. نقص در ریختن فلز (Pouring Defects)
- ۵. نقص متالورژی (Metallurgical Defects)
- ۶. نقص فرم و هندسه (Shape & Dimensional Defects)

۱. تخلخل و مک گاز
تخلخل و مک گاز، شامل سوراخهای کوچک (Pinholes)، مک زیرسطحی (Subsurface Blowhole) و Blow Hole میشود.
- علل ایجاد: رطوبت قالب، ورود هوا، واکنش شیمیایی مذاب با قالب، عدم گاززدایی مناسب
- راهکارهای پیشگیری: خشککردن قالب، گاززدایی مذاب، استفاده از هواکش، کاهش تلاطم جریان مذاب
۲. نقصهای انقباضی
نقصهای انقباضی شامل حفرههای نامنظم، ترکهای انقباضی و ریزمکها میشوند.
- علل ایجاد: نبود تغذیه کافی، انجماد نامناسب، نواحی ضخیم بدون تغذیه
- راهکارهای پیشگیری: استفاده از رایزر و Sleeves، طراحی قالب با جهتگیری انجماد، استفاده از مبرد در نواحی حساس
۳. نقص مواد قالب
نقص مواد قالب شامل مواردی مانند پلیسه (Flash)، رگه (Veining)، نفوذ مذاب به قالب و ذوب ماسه میشود.
- علل ایجاد: کوبش نامناسب، دانهبندی نامناسب ماسه، فشار بیش از حد مذاب
- راهکارهای پیشگیری: اصلاح قالب و ماهیچه، کنترل دمای مذاب، بهبود استحکام قالب
۴. نقص در ریختن فلز
نقص در ریختن فلز شامل سردجوش (Cold Shut) و نیامد (Misrun) میشود.
- علل ایجاد: دمای پایین مذاب، بارریزی کند، طراحی نامناسب راهگاه
- راهکارهای پیشگیری: افزایش دمای مذاب، اصلاح طراحی راهگاه، بارریزی یکنواخت و پیوسته
۵. نقص متالورژی
نقص متالورژی شامل مواردی مانند آخال و سرباره، پارگی داغ (Hot Tear) و نقاط داغ (Hot Spots) میشود.
- علل ایجاد: سربارهگیری ناقص، ترکیب شیمیایی نامناسب، انجماد غیر یکنواخت
- راهکارهای پیشگیری: فیلتر سرامیکی، طراحی سیستم آرامریز، کنترل ترکیب شیمیایی مذاب
۶. نقص فرم و هندسه
نقص فرم و هندسه شامل عدم تطابق، تابیدگی، فلاش و خطای ابعادی میشود.
- علل ایجاد: کوبش بد ماسه، خنککاری غیر یکنواخت، خطای کارگری
- راهکارهای پیشگیری: بهروزرسانی قالب، چکلیست مونتاژ، پیشگرمایش مناسب، سیستمهای مهار قالب
جدول مقایسه انواع عیوب ریخته گری
در جدول زیر انواع عیوب ریخته گری را باهم مقایسه کردیم:
| نوع عیب | علائم | علت اصلی | روش تشخیص | راهکار پیشگیری |
| مک گازی | حفرههای کروی | رطوبت، تهویه کم، تلاطم | RT / مقطع | گاززدایی، تهویه |
| انقباضی | حفره نامنظم | تغذیه ناکافی | RT / برش | رایزر، Sleeves |
| سردجوش | خط سردی سطح | دمای کم، بارریزی کند | بصری | افزایش دما، اصلاح راهگاه |
| نیامد | پر نشدن کامل | سیالیت کم | بصری | افزایش سرعت و دمای بارریزی |
| آخال | ذرات غیر فلزی | سرباره، تلاطم | RT | فیلتر، سربارهگیر |
| رگه | ترکهای سطحی | انبساط ماسه | بصری | پوشش، کاهش انبساط |
روشهای تشخیص و بازرسی عیوب ریخته گری
روشهای تشخیص و بازرسی عیوب ریخته گری به دو دسته اصلی روشهای غیرمخرب (NDT) و روشهای مخرب تقسیم میشوند.
روشهای غیرمخرب (NDT)
روشهای غیرمخرب (NDT) عبارتند از:
- رادیوگرافی (RT): بهترین برای مک و انقباضی
- تست مایع نافذ (PT): مناسب ترکهای سطحی
- اولتراسونیک (UT): مناسب عیوب داخلی در قطعات بزرگ
- MT (ذرات مغناطیسی): مخصوص قطعات آهنی
روشهای مخرب
روشهای مخرب هم شامل موارد زیر میشوند:
- برش مقطعی
- متالوگرافی
- سختیسنجی
- تست ضربه
چک لیست مهندسی پیشگیری از عیوب قطعات ریخته گری
این چک لیست یک ابزار کاربردی برای مهندسان تولید و کنترل کیفیت است و به کاهش عیوب رایج در کمک میکند.
|
کنترل مذاب |
· تنظیم دمای مناسب
· گاززدایی اصولی · سربارهگیری کامل · کاهش تلاطم جریان مذاب |
کنترل قالب |
· کنترل رطوبت و استحکام
· انطباق دقیق نیمههای قالب · طراحی صحیح مسیرهای تهویه |
کنترل ماهیچه |
· خشک و پخت کامل
· استفاده از مواد پایدار و کمواکنش · جلوگیری از ایجاد گازهای اضافی |
|
کنترل طراحی |
· تحلیل و حذف نواحی داغ
· بهینهسازی سیستم راهگاهی · محاسبه صحیح حجم تغذیه · استفاده از شبیهسازی جریان و انجماد |
کنترل عملیات ریخته گری |
· سرعت مناسب و پیوسته بارریزی
· جلوگیری از توقف هنگام پرکردن قالب · استفاده از ابزارهای گرم و خشک |
جدول چک لیست کنترل کیفیت ریخته گری
در جدول زیر موارد مهم برای کنترل کیفیت ریخته گری را بررسی کردیم:
| بخش | موارد کنترل | اهمیت |
| قالب | کوبش، رطوبت، تهویه | جلوگیری از عیوب قالبی |
| مذاب | دما، گاززدایی، ترکیب شیمیایی | کاهش عیوب گازی و متالورژیکی |
| راهگاه | آرامریز، فیلتر، نسبت راهگاهی | کاهش تلاطم و ایجاد مک |
| بارریزی | سرعت، یکنواختی، پیشگرمایش قالب | جلوگیری از سردجوش و نیامد |
| تغذیه | حجم، موقعیت، استفاده از Sleeves | جلوگیری از عیوب انقباضی |
| بازرسی نهایی | NDT، تمیزکاری، کنترل ابعادی | تضمین کیفیت نهایی قطعه |
چرا عیوب ریخته گری رخ میدهند؟ (دلایل اصلی)
دلایل اصلی ایجاد عیوب قطعات ریخته گری عبارتند از:
- ۱. انتخاب نامناسب مواد اولیه ریخته گری
- ۲. ترکیب شیمیایی نادرست فلز
- ۳. طراحی نامناسب قالب
- ۴. کنترل ضعیف دما
- ۵. تهویه نامناسب قالب
- ۶. طراحی راهگاهی اشتباه
- ۷. آلودگی در مذاب
- ۸. سرعت انجماد نامناسب
- ۹. تجهیزات فرسوده یا خرابی در قالب
مطالعه تخصصی عیوب ریخته گری فولاد و چدن
برای آشنایی عمیقتر با عیوب اختصاصی هر فلز، میتوانید مقالات زیر را مطالعه کنید:
- عیوب ریخته گری فولاد | بررسی انواع، علل و راهکارهای رفع آن
- عیوب ریخته گری چدن | معرفی ۱۰ عیب اصلی و راهحل مهندسی رفع آنها
روشهای نوین برای کاهش عیوب قطعات ریخته گری
روشهای نوین برای کاهش عیوب قطعات ریخته گری عبارتند از:
- نرمافزارهای شبیهسازی (MAGMA، ProCAST، SolidCast) پیشبینی جریان مذاب، تشخیص نقاط داغ و تحلیل پرشدن و انجماد را بررسی میکنند.
- فناوریهای مدرن تصفیه مذاب: شامل گاززدایی روتاری، فیلترهای سرامیکی و استفاده از فلاکسهای پیشرفته میشود.
- کنترل دیجیتال دما و بارریزی: شامل PID کنترل و سنسورهای دمای بیدرنگ میشود.
- طراحی نوین قالب برای توزیع یکنواخت حرارت: برای کاهش ترک، انقباض و بهبود کیفیت سطح استفاده میشود.
سفارش خدمات ریخته گری
اگر به دنبال یک مجموعه معتبر برای ریخته گری با کیفیت بالا و قیمت مناسب هستید، متافو بهترین انتخاب شماست. کارشناسان ما آمادهاند تا از مرحله انتخاب فروآلیاژ مناسب تا تحویل نهایی قطعه، شما را همراهی کنند.
برای دریافت مشاوره با کارشناسان متافو تماس بگیرید.
چرا متافو را برای خدمات ریخته گری انتخاب کنیم؟
وب سایت متافو یک مرجع به روز و معتبر برای بررسی ویژگیها و قیمت روز انواع فلزات پایه، فروآلیاژها و مواد اولیه ریخته گری فولاد، چدن و آلومینیوم است. شما میتوانید با مراجعه به وب سایت متافو اطلاعات زیادی در این زمینه به دست آورید.
- تحویل بهموقع و مطابق استاندارد
- استفاده از مواد اولیه و فروآلیاژهای باکیفیت
- کنترل دقیق فرآیند ریخته گری و ترکیب آلیاژی
- تیم متخصص در متالورژی و ریخته گری صنعتی
- امکان تأمین همزمان خدمات ریخته گری و فروش فروآلیاژهای مورد نیاز
برای استعلام قیمت و خرید مواد اولیه ریخته گری با کارشناسان فروش متافو تماس حاصل فرمایید:
جمعبندی
عیوب قطعات ریخته گری حاصل ترکیبی از عوامل متالورژیکی، حرارتی، مکانیکی و طراحی هستند. شناخت دقیق این عیوب و بررسی علل ایجاد آنها نقش مهمی در کاهش هزینههای تولید، افزایش کیفیت نهایی قطعه و جلوگیری از ضایعات دارد.
در این مقاله، رایجترین و مهمترین عیوب ریخته گری بهصورت جامع معرفی شدند تا یک مرجع کامل و کاربردی برای مهندسان، تولیدکنندگان و متخصصان کنترل کیفیت ارائه شود.
با طراحی اصولی قالب، کنترل دقیق مذاب و بهینهسازی فرآیند بارریزی میتوان بروز بسیاری از این عیوب را به حداقل رساند و به تولید قطعاتی با کیفیت پایدار دست یافت.