

مراحل تولید قطعه ریخته گری شامل مجموعهای از عملیات مهندسی، قالبسازی، ذوبریزی و کنترل کیفیت است که بهصورت منظم و استاندارد اجرا میشوند تا قطعهای با خواص مکانیکی دقیق و کیفیت پایدار تولید شود.
این فرآیند از مدلسازی سهبعدی و انتخاب آلیاژ آغاز شده و تا ذوب در کورههای صنعتی، ریختن مذاب در قالب، انجماد کنترل شده، پرداخت نهایی و بازرسی حرفهای ادامه مییابد.
در این راهنمای جامع، تمام مراحل تولید قطعه ریخته گری را با جزئیات صنعتی بررسی میکنیم و نشان میدهیم چگونه متافو با بهرهگیری از تجهیزات پیشرفته، کنترل کیفیت مرحلهبهمرحله و امکان سفارش ریخته گری فولاد، چدن و آلومینیوم، بهترین پاسخ برای نیاز صنایع در تولید قطعات ریختگی است.
فهرست مطالب
ریخته گری چیست؟
ریخته گری یک فرآیند شکلدهی فلزات است که طی آن فلز یا آلیاژ تا دمای ذوب حرارت داده شده، سپس درون قالبی با شکل هندسی تعریف شده ریخته میشود و پس از انجماد، به قطعهای منسجم با ابعاد و خواص مکانیکی مشخص تبدیل میگردد.
این روش بهدلیل توانایی تولید قطعات پیچیده، مقرونبهصرفه بودن در تیراژ بالا، امکان کار با آلیاژهای مختلف و قابلیت تکرارپذیری دقیق، یکی از بنیادیترین تکنیکهای تولید در صنایع فلزی محسوب میشود.

مراحل تولید قطعه ریخته گری (نگاه جامع و استاندارد صنعتی)
مراحل تولید قطعه ریخته گری مجموعهای از عملیات مهندسی، قالبسازی، ذوبریزی و کنترل کیفیت است که بهصورت پیوسته اجرا میشوند تا قطعهای با خواص مکانیکی و دقت ابعادی قابلاعتماد تولید شود.
مراحل تولید قطعه ریخته گری به شرح زیر است:
- ۱. طراحی مهندسی و مدلسازی (Design & Pattern Making)
- ۲. طراحی و ساخت سیستم راهگاهی و تغذیه (Gating & Risering)
- ۳. قالبگیری (Mould Making)
- ۴. آمادهسازی مواد اولیه و آلیاژسازی (Charge & Alloying)
- ۵. ذوب، سربارهگیری و تنظیم نهایی مذاب (Melting & Melt Treatment)
- ۶. انتقال مذاب و ریختن در قالب (Transfer & Pouring)
- ۷. انجماد و تخلیه قالب (Solidification & Shakeout)
- ۸. تمیزکاری و عملیات تکمیلی (Fettling & Finishing)
- ۹. کنترل کیفیت و بازرسی نهایی (Quality Control & NDT)
۱. طراحی مهندسی و مدلسازی
در این مرحله موارد زیر انجام میشود و خروجی آن مدل استاندارد و نقشه کامل قالبگیری است:
- نیازهای مکانیکی و شرایط کاری قطعه تحلیل میشود
- جنس آلیاژ، ابعاد نهایی، تلرانسها و میزان اضافه ماشینکاری تعیین میشود
- مدل سهبعدی دقیق ساخته میشود (چوب، موم، فوم، آلومینیوم)
- شبیهسازی جریان مذاب و انجماد برای جلوگیری از عیوبی مانند مک، سردجوشی و حبس گاز
۲. طراحی و ساخت سیستم راهگاهی و تغذیه
این مرحله بهطور مستقل و بسیار تخصصی انجام میشود و هدف آن موارد زیر است:
- هدایت یکنواخت مذاب
- جلوگیری از تخلخل انقباضی
- کاهش ورود اکسیدها و سرباره
- تغذیه مناسب نواحی دیرمنجمد
در این مرحله، راهگاه، پای راهگاه، سرریز، فیلتر و تغذیهها متناسب با آلیاژ و هندسه قطعه طراحی میشود.
۳. قالبگیری
انتخاب نوع قالب براساس تیراژ، جنس آلیاژ و پیچیدگی قطعه انجام میشود و قالبهای ریخته گری به دو دسته کلی قالبهای یکبارمصرف و قالبهای دائمی تقسیم میشوند. و در این مرحله عملیات زیر انجام میشود که خروجی آن قالب آماده برای بارریزی است:
- مخلوطسازی ماسه با چسبها و افزودنیها
- شکلدهی قالب
- کنترل تراکم و استحکام
- تعبیه سیستم راهگاهی روی قالب
|
قالبهای یکبارمصرف |
· ماسه تر
· ماسه رزینی · CO₂ · پوسته سرامیکی |
| قالبهای دائمی | · قالب فلزی (برای تیراژ بالا و قطعات یکنواخت) |
بیشتر بخوانید: مقاله
۴. آمادهسازی مواد اولیه و آلیاژسازی
این مرحله اهمیت ویژهای در کنترل خواص مکانیکی دارد و شامل موارد زیر میشود:
- شمش، ضایعات، فروآلیاژها و مواد کمک ذوب انتخاب و ترکیب میشوند.
- آنالیز شیمیایی اولیه تنظیم میشود.
- مواد در کوره شارژ و برای ذوب آماده میشوند.
بیشتر بخوانید: مقاله
۵. ذوب، سربارهگیری و تنظیم نهایی مذاب
فلز در کورههای متناسب با نوع آلیاژ شامل کوره القایی برای فولاد و استیل و کوره قوس الکتریکی برای چدن و فولادهای خاص ذوب میشود. سپس عملیات زیر انجام میشود تا به مذاب همگن، پاک و آماده بارریزی برسند:
- سربارهگیری
- گاززدایی
- اصلاح ترکیب شیمیایی
- کنترل و ثبت دمای ذوب
- نمونهگیری آزمایشگاهی

۶. انتقال مذاب و ریختن در قالب
مذاب با پاتیلهای استاندارد (قوریشکل، کفریز، ملاقهای) به قالب منتقل میشود، و دارای نکات کلیدی زیر است:
- پیشگرم پاتیل
- جلوگیری از ورود سرباره
- انتخاب سرعت و ارتفاع بارریزی
- رعایت ایمنی (لباس نسوز، ماسک، شیلد، تهویه)

۷. انجماد و تخلیه قالب
پس از بارریزی، قطعه در قالب خنک و منجمد میشود. مدت زمان انجماد به عواملی مانند جنس آلیاژ، ضخامت دیوارهها و نوع قالب بستگی دارد. پس از تکمیل انجماد کارهای زیر انجام میشود:
- قالب ماسهای تخریب میشود.
- قالب فلزی باز میشود و قطعه خارج میشود.
۸. تمیزکاری و عملیات تکمیلی
در این مرحله عملیات زیر انجام میشود:
- برش راهگاهها و تغذیهها
- سنگزنی و صیقل
- سندبلاست و شاتبلاست
- برطرف کردن زبری یا آخال سطحی
و در صورت نیاز موارد زیر لازم و ضروری است:
- عملیات حرارتی (تنشزدایی، کوئنچ، آنیل)
- اصلاحات متالورژیکی
- ماشینکاری نهایی

۹. کنترل کیفیت و بازرسی نهایی
برای تأیید نهایی قطعه، تستهای زیر انجام میشود:
- تست چشمی و بررسی سطح
- تست سختی
- بازرسی ابعادی با گیج/کالریپر/CMM
- آزمونهای غیرمخرب (UT، MT، PT)
- آنالیز ترکیب شیمیایی
- تستهای مکانیکی در صورت نیاز (کشش، ضربه، خمش)
و در آخر، پس از تأیید QC، قطعه بستهبندی و برای تحویل آماده میشود.
الزامات کیفی و ایمنی فرآیند ریخته گری
در فرآیند ریخته گری الزامات کیفی و ایمنی زیر ضروری است:
- اندازهگیری و کنترل دمای مذاب: دقت در اندازهگیری دما و حفظ رنج مناسب از عوامل تعیین کننده کیفیت قطعه است. ابزارها و روشهای اندازهگیری دما و استانداردهای عملکرد در منابع آموزشی توصیه شدهاند.
- ایمنی کارگاه ذوب و بارریزی: استفاده از لباس نسوز، کفش ایمنی، ماسک، عینک، دستکش نسوز و تجهیزات اطفاء حریق ضروری است.
- نمونهگیری و آزمون مذاب: پس از سربارهگیری لازم است نمونهگیری و آنالیز صورت گیرد تا از مطابق بودن آلیاژ اطمینان حاصل شود.

جدول مراحل تولید قطعه ریخته گری
در جدول زیر مراحل تولید قطعه ریخته گری را بهصورت خلاصه و کاربردی بررسی کردیم:
| مرحله | شرح مختصر | ورودیها / تجهیزات کلیدی | خروجی (قابل اندازهگیری) |
| ۱. طراحی ریخته گری | طراحی قطعه، سیستم راهگاهی | نرمافزار CAD، تجربه مهندسی | نقشههای قالب و مدل |
| ۲. ساخت مدل و قالب | ساخت الگو و قالب (ماسهای/دائمی) | ماسه، چسب، مدل، ماشینآلات قالبسازی | قالب آماده بارریزی |
| ۳. ذوب و آمادهسازی مذاب | شارژ کوره، افزودنیها، کنترل دما | کوره، ترموکوپل، مواد واسطه | مذاب با آنالیز مشخص |
| ۴. سربارهگیری و نمونهگیری | حذف ناخالصیها، کنترل آنالیز | مواد سربارهگیر، ابزار نمونهگیری | مذاب تمیز، آنالیز تأیید شده |
| ۵. انتقال و بارریزی | جابجایی پاتیل، بارریزی در قالب | پاتیل، جرثقیل، کمچه | قالب پر شده بدون شلاکه |
| ۶. انجماد و خروج از قالب | زمانبندی انجماد و shakeout | تجهیزات جداسازی قالب | قطعه خام ریختگی |
| ۷. تمیزکاری و پرداخت | حذف راهگاه، سنگزنی، سندبلاست | ابزار پرداخت، سنگزنی | سطح آماده برای عملیات ثانویه |
| ۸. ماشینکاری و عملیات حرارتی | رساندن به ابعاد نهایی و خواص | ماشینابزار، کورهها | قطعه نهایی با خواص مطلوب |
| ۹. بازرسی | NDT، آزمون مکانیک، آنالیز شیمی | UT/MT/PT، سختیسنج | گزارش QC و تأیید ارسال |
بیشتر بخوانید: مقاله
نکات کاربردی برای کاهش عیوب و افزایش بازده تولید قطعه ریخته گری
برای کاهش عیوب و افزایش بازده تولید قطعه ریخته گری رعایت نکات کاربردی زیر لازم است:
- طراحی مناسب سیستم راهگاهی و تغذیه برای کاهش تخلخل و انقباض
- کنترل دقیق دما و آنالیز شیمیایی مذاب پیش از بارریزی
- استفاده از پاتیلها و روشهای انتقال که احتمال ورود شلاکه را کم کنند (پاتیل قوری یا کفریز)
- نگهداری و بازیافت ماسه قالبگیری بهینه برای کاهش هزینهها و حفظ کیفیت

فرآیند ریخته گری قطعه در مقیاس انبوه (ذوبریزی تیراژ)
فرآیند ریخته گری قطعه در مقیاس انبوه، زمانی بهینه و اقتصادی است که علاوه بر مراحل استاندارد ریخته گری، مجموعهای از روشهای مهندسیشده برای افزایش سرعت، دقت و تکرارپذیری تولید بهکار گرفته شود.
در تولید تیراژ بالا، هدف اصلی کاهش زمان چرخه، حفظ کیفیت یکنواخت، مدیریت انرژی و کنترل دقیق مذاب است. مهمترین الزامات مراحل تولید قطعه ریخته گری در مقیاس انبوه عبارتند از:
- ۱. استانداردسازی مدل، قالب و ابزارها
- ۲. انتخاب روش قالبگیری مناسب برای تیراژ تولید
- ۳. اتوماسیون انتقال و بارریزی مذاب
- ۴. افزایش سرعت چرخه قالبگیری (Mould Cycle Optimization)
- ۵. برنامهریزی کوره و تغذیه پیوسته
- ۶. کنترل کیفیت سختگیرانه و پایدار

۱. استانداردسازی مدل، قالب و ابزارها
برای تولید انبوه، تمام اجزای فرآیند باید قابلیت تکرار و دوام بالا داشته باشند. اقدامات کلیدی در این مرحله شامل موارد زیر است:
- استفاده از مدلهای فلزی یا مستحکم برای کاهش استهلاک و افزایش دقت
- طراحی قالبهای استاندارد شده همراه با امکان بازتولید سریع
- کنترل ابعادی قالبها و مدلها با گیجها و ابزارهای اندازهگیری دقیق
نتیجه این مرحله، کاهش زمان ستاپ و افزایش سرعت قالبگیری است.
۲. انتخاب روش قالبگیری مناسب برای تیراژ تولید
بهمنظور رسیدن به سرعت بالا و دقت ثابت، بسته به جنس آلیاژ و پیچیدگی قطعه از روشهای زیر استفاده میشود:
- قالبگیری دائمی یا فلزی برای تولید انبوه و قطعات تکراری
- ریخته گری تحت فشار (Die Casting) برای قطعات سبک و دقیق
- قالب پوستهای یا CO₂ برای سرعت بالاتر نسبت به قالب ماسهای سنتی
این انتخاب مستقیماً بر کیفیت سطح، زمان انجماد و سرعت تولید تأثیر میگذارد.
۳. اتوماسیون انتقال و بارریزی مذاب
در تولید تیراژ، حذف خطاهای انسانی و کنترل پایدار دما اهمیت حیاتی دارد. راهکارهای اصلی این مورد عبارتند از:
- استفاده از پاتیلهای اتوماتیک با کنترل سرعت و دبی ریختن
- پایش دمای لحظهای مذاب توسط حسگرهای هوشمند
- بهرهگیری از رباتها و بازوهای انتقال مذاب برای افزایش ایمنی و یکنواختی بارریزی
این سیستمها باعث کاهش عیوب سطحی، تخلخل و نوسان کیفیت میشوند.
۴. افزایش سرعت چرخه قالبگیری
برای رسیدن به تولید صنعتی واقعی، باید زمان آمادهسازی قالب تا حد ممکن کاهش یابد. اقدامات کلیدی در این مرحله شامل موارد زیر است:
- استفاده از قالبهای رزینی، پوستهای یا CO₂ برای خشک شدن سریعتر
- بهرهگیری از خطوط قالبگیری اتوماتیک جهت کاهش دخالت اپراتور
- مدیریت گرمای قالب و سرعت انتقال برای جلوگیری از آشفتگی جریان مذاب
۵. برنامهریزی کوره و تغذیه پیوسته
برای تولید بدون توقف، کورهها باید با یکدیگر هماهنگ باشند. این مرحله شامل موارد زیر است:
- برنامهریزی شارژ مواد اولیه ریخته گری
- زمانبندی ذوبریزی براساس ظرفیت تولید
- جلوگیری از توقف خط با استفاده از سیستم تغذیه پیوسته
این کار باعث کاهش مصرف انرژی و جلوگیری از هدررفت مذاب میشود.
۶. کنترل کیفیت سختگیرانه و پایدار
در تولید انبوه، یکنواختی کیفیت مهمتر از کیفیت لحظهای است. بنابراین مجموعهای از روشهای کنترل باید اجرا شود:
- انجام تستهای UT، NDT، MT و PT بهصورت دورهای
- استفاده از SPC (کنترل آماری فرآیند) روی جداسازی انجماد و نرخ ضایعات
- کنترل خواص مکانیکی و ترکیب شیمیایی در هر ذوب
- ردیابی هر پاتیل مذاب برای مدیریت کیفیت و جلوگیری از خطاهای سیستماتیک
بیشتر بخوانید: مقاله
تکنولوژیهای نوین در مراحل ریخته گری
تکنولوژیهای و روشهای نوین در مراحل ریخته گری عبارتند از:
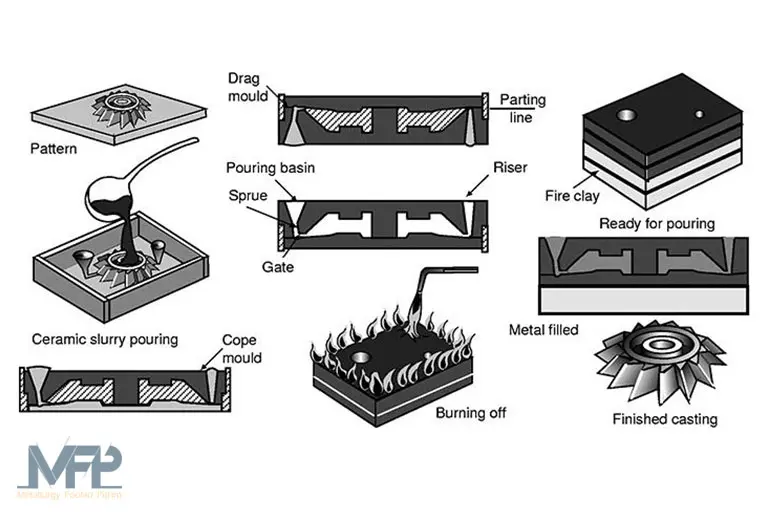
- ریخته گری دقیق (Investment Casting)
- ریخته گری تحت فشار (Die Casting)
- ریخته گری گریز از مرکز (Centrifugal Casting)
- ریخته گری به روش افزودنی (3D Printed Mold)
- شبیهسازی انجماد برای جلوگیری از عیوب
سفارش خدمات ریخته گری متافو
برای تولید قطعات صنعتی با دقت بالا، کیفیت کنترل شده و تضمین خواص مکانیکی، میتوانید خدمات تخصصی ریخته گری متافو را بررسی دهید:

فروش مواد اولیه ریخته گری
متافو تأمینکننده انواع مواد اولیه ریختهگری و فروآلیاژها است. برای خرید مواد واسطه، سربارهگیر، فروآلیاژها، کوردوایر، گرافیت، جوانه زاها، فلزات پایه و شمش چدن به صفحه فروش مواد ما مراجعه کنید.
اگر به دنبال یک مجموعه معتبر برای ریخته گری با کیفیت بالا و قیمت مناسب هستید، متافو بهترین انتخاب شماست. کارشناسان ما آمادهاند تا از مرحله انتخاب فروآلیاژ مناسب تا تحویل نهایی قطعه، شما را همراهی کنند.

برای استعلام قیمت و خرید مواد اولیه ریخته گری با کارشناسان فروش متافو تماس حاصل فرمایید:
چرا متافو را برای خدمات ریخته گری انتخاب کنیم؟
متافو با بهرهگیری از تجهیزات پیشرفته و تجربه طولانی در تولید قطعات فولادی و چدنی، قادر به ارائه قطعات صنعتی با بالاترین استانداردهای کیفیت است. کنترل دقیق تمام مراحل تولید، از مواد اولیه تا تحویل نهایی، ریسک تولید قطعات معیوب را به حداقل میرساند و اطمینان از عملکرد قطعات در شرایط کاری سخت را تضمین میکند.
مزایای کنترل کیفیت در ریخته گری متافو عبارتند از:
- پایش ۱۰۰ درصد مواد اولیه ریخته گری
- استفاده از اسپکترومتر پیشرفته برای کنترل ترکیب شیمیایی
- اجرای کامل تستهای غیرمخرب (NDT) و مخرب (DT)
- استانداردسازی فرآیند ذوب و ریخته گری
- تحویل قطعات همراه با مدارک کامل QC
- قابلیت تولید قطعات حساس و سنگین برای صنایع صنعتی
- تحویل بهموقع مطابق استانداردهای بینالمللی
- بهرهگیری از تیم متخصص متالورژی و ریخته گری صنعتی
- امکان تأمین همزمان خدمات ریخته گری و فروش فروآلیاژهای مورد نیاز
برای دریافت مشاوره با کارشناسان متافو تماس بگیرید.
جمعبندی
آشنایی دقیق با مراحل تولید قطعه ریخته گری تنها ابزاری برای تولید یک قطعه نیست؛ بلکه نقش حیاتی در کاهش هزینهها، افزایش کیفیت، حذف ، انتخاب صحیح آلیاژ و تضمین عملکرد قطعه در محیط کاری دارد.
صنایع برای دستیابی به کیفیت پایدار باید بر طراحی اصولی مدل، قالب مهندسی شده، ترکیب شیمیایی کنترل شده، ذوب یکنواخت، ریختن استاندارد و عملیات تکمیلی حرفهای تکیه کنند.
متافو با ارائه خدمات تخصصی ریخته گری، انتخاب متریال مناسب، کنترل کیفیت چند مرحلهای و تولید از نمونه تا تیراژ، این مسیر را برای صنایع مختلف ساده و دقیق کرده است.
اگر قصد سفارش قطعه فولادی، چدنی یا قطعه موردنیاز بر اساس شرایط کاری را دارید، متافو یک شریک فنی مطمئن برای شما خواهد بود.
بیشتر بخوانید: مقاله
سوالات متداول
۱. مراحل تولید قطعه ریخته گری چیست؟
مراحل شامل طراحی و مدلسازی، قالبگیری، انتخاب آلیاژ، آلیاژسازی و ذوب، ریختن مذاب در قالب، انجماد و تخلیه، پرداخت نهایی و کنترل کیفیت است. این مراحل برای تولید قطعات صنعتی با دقت بالا ضروری هستند.
۲. بهترین آلیاژ برای قطعات ریخته گری چیست؟
انتخاب آلیاژ به کاربرد قطعه بستگی دارد. چدن برای مقاومت سایشی، فولاد برای استحکام بالا، و استیل برای مقاومت خوردگی گزینههای محبوب هستند. متافو با توجه به کاربرد، بهترین آلیاژ را پیشنهاد میدهد.
۳. چه عواملی در کیفیت قطعه ریختگی تأثیرگذار است؟
طراحی سیستم راهگاهی، کیفیت ماسه یا قالب، دمای مذاب، نوع کوره، سربارهگیری، انجماد کنترلشده و عملیات تکمیلی از مهمترین عوامل هستند.
۴. تولید قطعه ریخته گری چه مزایایی نسبت به سایر روشها دارد؟
ساخت قطعات پیچیده، تیراژ اقتصادی، امکان تولید قطعات بزرگ، و قابلیت استفاده از انواع آلیاژها از مزایای اصلی این روش است.
۵. آیا امکان سفارش ریخته گری قطعات در متافو وجود دارد؟
بله. متافو خدمات کامل ریخته گری قطعات فولادی، چدنی و سفارشیسازی بر اساس کاربرد صنعتی را ارائه میدهد و همچنین تأمینکننده مواد اولیه و فروآلیاژهای موردنیاز کارگاههای ریخته گری است.


